
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号

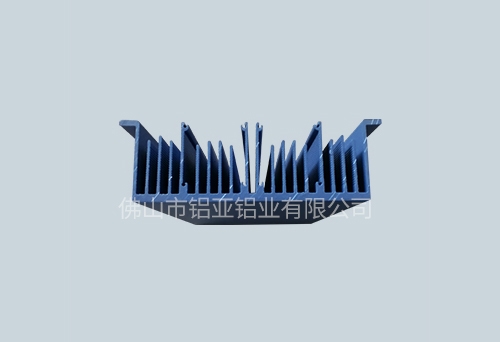
散热器铝型材的模具都是许多细长的齿,要承受很大的挤压力,每个齿都要有很高的强度和韧性,如果彼此之间的性能有很大的差异,就容易使强度或韧性差的那些齿产生断裂。厦门工业散热器铝材因此模具钢材的质量必须好,使用质量好的厂家生产的H13钢材,或选用优质的进口钢材。模具的热处理十分重要,要用真空加热淬火,工业散热器铝材厂家采用高压纯氮淬火,可以确保淬火后模具的各部分性能均匀。淬火后要采取三次回火,使模具的硬度保证在HRC48~52的前提下,具有足够的韧性。这是防止模具断齿的重要条件。
每次在用完散热器铝型材测量工具之后,尽量擦干净表面所留的一些污迹,如果长期不适用时,可以在测量面涂上一些防锈油,然后将其存放在保护盒内。厦门工业散热器铝材不要用油石、砂布擦磨量具表面及测量面和刻线部分,非计量检修人员,严禁拆卸、改装和擅自修理量具。不要用手摸量具的测量面,因为手上有汗液等潮湿脏物会污染测量面,使它生锈。散热器铝型材测量工具要存放在一个比较清洁、干燥、没有震动的环境当中,而且要远离磁场比较大的区域,工业散热器铝材厂家适合的区域就是存放在一个盒子当中,并且进行清洁干燥的处理。当发现到所测量的散热器铝型材表面存在一些毛刺的时候,可以先对产品进行去毛刺处理,然后再进行测量,主要是为了避免影响到测量的结果。

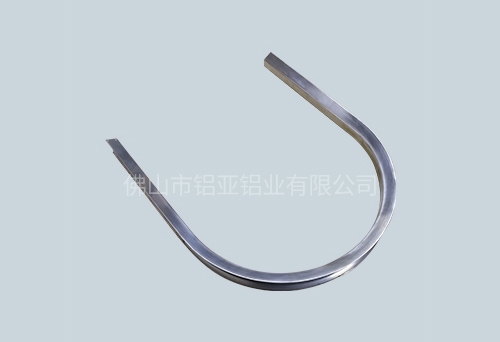
挤压镜框铝型材由于其生产工艺的多样性,在热挤压过程中因模具抛光质量或因加工工艺条件直接或间接造成的镜框铝型材表面问题有以下几点:工业散热器铝材厂家纹粗,分色,暗带,亮带,划线,起骨,光洁度差。挤压镜框铝型材表面粗糙缺陷造成原因:在镜框铝型材的挤压制造中,厦门工业散热器铝材通常的问题是较为直观的,如弯曲、扭拧、变形、夹渣等。从挤压流水线出来的镜框铝型材叫做基材或坯料、白料。初判镜框铝型材表面质量通常是在模具上机后挤压至2-3支棒时,首检采样判别表面质量能否合格,表面合格后再对其它项目开展检查。
配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、厦门工业散热器铝材除渣精炼手段将熔体内的杂渣、气体有效除去。铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。挤压:工业散热器铝材厂家挤压是型材成形的手段。先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。上色 (此处先主要讲氧化的过程)氧化:挤压好的铝合金型材,其表面耐蚀性不强,须通过阳极氧化进行表面处理以增加铝材的抗蚀性、耐磨性及外表的美观度。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









