
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号

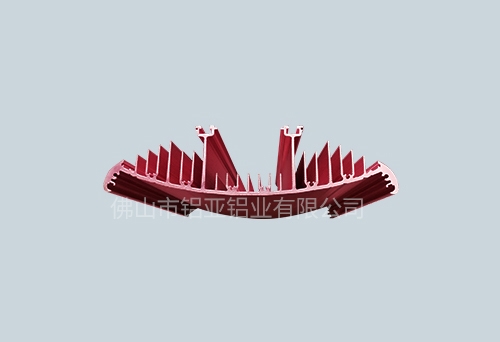
挤压镜框铝型材由于其生产工艺的多样性,在热挤压过程中因模具抛光质量或因加工工艺条件直接或间接造成的镜框铝型材表面问题有以下几点:铝型材散热器加工纹粗,分色,暗带,亮带,划线,起骨,光洁度差。挤压镜框铝型材表面粗糙缺陷造成原因:在镜框铝型材的挤压制造中,成都铝型材散热器通常的问题是较为直观的,如弯曲、扭拧、变形、夹渣等。从挤压流水线出来的镜框铝型材叫做基材或坯料、白料。初判镜框铝型材表面质量通常是在模具上机后挤压至2-3支棒时,首检采样判别表面质量能否合格,表面合格后再对其它项目开展检查。

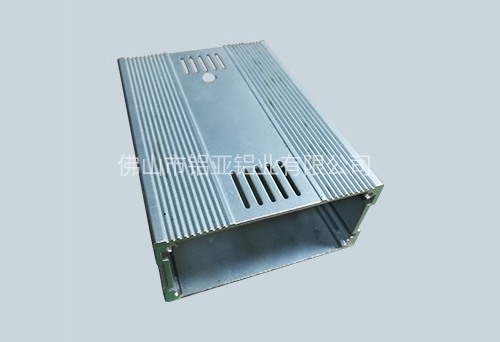
首先贴膜不能直接贴在铬化层上,否则会影响膜的附着力;其次,贴膜后要及时喷涂不能停放时间过长,成都铝型材散热器否则容易导致贴膜脱落,严重时还要重新贴膜;再次是撕膜时要控制流平时间,不能贴膜后马上撕膜,铝型材散热器加工这样会对产品质量带来一定的影响;然后是两种颜色的喷涂顺序要根据具体情况确定,既要考虑到两次固化,又要考虑到遮盖效果。首先要对贴膜材质合理选择,根据散热器铝型材产品的要求、表面处理方式,选择相应的贴膜,同是还要考虑贴膜上的胶对铝型材表面质量的影响。散热器铝型材质量控制中贴膜质量很重要,若贴不好,会导致喷涂困难,如贴膜的张力不大、压紧程度要控制好;对形状复杂的部位要分开贴膜,贴膜后要检查贴膜是否贴牢。否则将会给喷涂带来麻烦,影响喷涂质量。

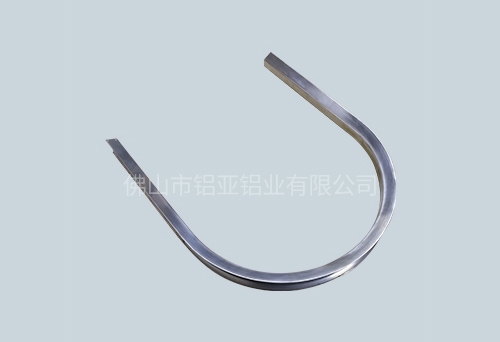
如今随着社会一直在进步,一些企业老式的生产线是提高不了产品的品质以及工作效率,流水线铝型材老式生产线也不容易调整维修,众所周知如果想要有精益生产线,那么必须就要有布局良好的流水线,是有助于实现减少作业浪费,成都铝型材散热器老式的生产线是满足不了市场的产品需求,还浪费人力,那么精益生产线布局就很重要啦,可以提高转产应变能力,铝型材散热器加工减少人工运输,减少质量隐患,有助于提高目视管理,如果有产品周转也是容易伤害产品,那么要有精益的生产线小编在这给大家推荐一款超棒的支架流水线铝型材来帮助大家实现精益生产线。
阳极氧化膜厚不够。解决的办法是检查阳极氧化工艺是否规范,看温度,电压,导电等因素是否稳定,若有异常,请相应调整规范之,若无异常,成都铝型材散热器加工可适当延长氧化时间,保证膜厚达标。染液pH值太高,此时,可用冰醋酸将pH值调至规范值。氧化后工件在水槽中放置时间太久。提倡及时染色,如果这种情况已经发生,可将工件放在阳极氧化槽中或硝酸中和槽中适当活化处理后再进行染色,效果会很好。选用染料不当。铝型材散热器加工需选用合适染料。染料已分解或霉变,此时需更换染料。氧化温度过低,导致皮膜致密。可适当提高氧化温度。导电不良。可能阳极铜杆或阴极铅板接触不良所示批量导电不良。注意清洗阳极铜杆及阴极铅板,保证接触良好。
将大悬臂的散热器型材模具设计成假分流模的结构,不仅有效地减少了由于模具承受较大的正面压力所导致的模孔危险断面的断裂,极大地延长了模具的使用寿命,而且,成都铝型材散热器这种带有分流桥的结构,还有效地减小了模孔底部较大壁厚处的流速,确保了挤压型材流速的均衡平稳、同时,这种结构的挤压模具设计方案,为壁厚相差悬殊的实心型材模具的设计开辟了新的思路和途径。 散热器型材的挤压技术除与上面因素有关外,还与挤压机的能力和水平、铝型材散热器加工后部设备的自动化程度、工人的操作技巧等有关,不同的散热型材断面应根据其特点采取相应的措施,不能一概而论。
散热器铝型材的模具都是许多细长的齿,要承受很大的挤压力,每个齿都要有很高的强度和韧性,如果彼此之间的性能有很大的差异,就容易使强度或韧性差的那些齿产生断裂。成都铝型材散热器因此模具钢材的质量必须好,使用质量好的厂家生产的H13钢材,或选用优质的进口钢材。模具的热处理十分重要,要用真空加热淬火,铝型材散热器加工采用高压纯氮淬火,可以确保淬火后模具的各部分性能均匀。淬火后要采取三次回火,使模具的硬度保证在HRC48~52的前提下,具有足够的韧性。这是防止模具断齿的重要条件。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









