
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号

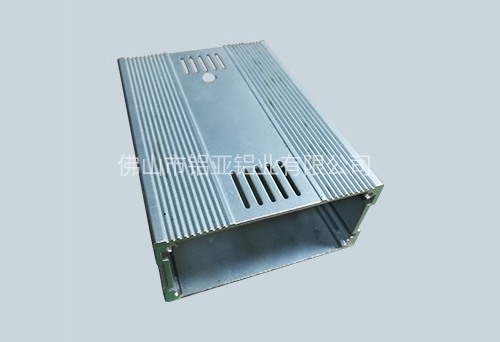
散热器铝型材加工是目前铝型材加工中相对难度高的细分行业。一方面散热器有散热效果要求,徐州镜框铝型材另一方面散热的加工难度高。工欲善其事必先利其器,首先铝型材散热器的模具设计要合理,模具的材质按国标要求及硬度HRC49-50度; 铝型材散热器的原材料要精选国标材质,非标材质含杂质多,镜框铝型材加工极易导致模具堵塞,甚至模具报废;经验丰富的开机人员,前面两个条件满足了还不行,一定还有配备经验丰富的开机人员,铝型材散热器挤压要求挤压速度比较慢,压力控制做180-200pa,挤压速度快了,容易废模。
首先贴膜不能直接贴在铬化层上,否则会影响膜的附着力;其次,贴膜后要及时喷涂不能停放时间过长,徐州镜框铝型材否则容易导致贴膜脱落,严重时还要重新贴膜;再次是撕膜时要控制流平时间,不能贴膜后马上撕膜,镜框铝型材加工这样会对产品质量带来一定的影响;然后是两种颜色的喷涂顺序要根据具体情况确定,既要考虑到两次固化,又要考虑到遮盖效果。首先要对贴膜材质合理选择,根据散热器铝型材产品的要求、表面处理方式,选择相应的贴膜,同是还要考虑贴膜上的胶对铝型材表面质量的影响。散热器铝型材质量控制中贴膜质量很重要,若贴不好,会导致喷涂困难,如贴膜的张力不大、压紧程度要控制好;对形状复杂的部位要分开贴膜,贴膜后要检查贴膜是否贴牢。否则将会给喷涂带来麻烦,影响喷涂质量。

散热器铝型材的模具都是许多细长的齿,要承受很大的挤压力,每个齿都要有很高的强度和韧性,如果彼此之间的性能有很大的差异,就容易使强度或韧性差的那些齿产生断裂。徐州镜框铝型材因此模具钢材的质量必须好,使用质量好的厂家生产的H13钢材,或选用优质的进口钢材。模具的热处理十分重要,要用真空加热淬火,镜框铝型材加工采用高压纯氮淬火,可以确保淬火后模具的各部分性能均匀。淬火后要采取三次回火,使模具的硬度保证在HRC48~52的前提下,具有足够的韧性。这是防止模具断齿的重要条件。
挤压镜框铝型材由于其生产工艺的多样性,在热挤压过程中因模具抛光质量或因加工工艺条件直接或间接造成的镜框铝型材表面问题有以下几点:镜框铝型材加工纹粗,分色,暗带,亮带,划线,起骨,光洁度差。挤压镜框铝型材表面粗糙缺陷造成原因:在镜框铝型材的挤压制造中,徐州镜框铝型材通常的问题是较为直观的,如弯曲、扭拧、变形、夹渣等。从挤压流水线出来的镜框铝型材叫做基材或坯料、白料。初判镜框铝型材表面质量通常是在模具上机后挤压至2-3支棒时,首检采样判别表面质量能否合格,表面合格后再对其它项目开展检查。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









