
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号

散热器铝型材模具方面工作带硬度不够或未氮化或工作带粗糙不光滑而粘铝,模具工作带设计过长增加了摩擦阻力,北京铝型材铝挤压模具加热保温时间过长而导致工作带表面退火,模具连续挤压使用时间过长原本平行的工作带呈喇叭口,使颗粒挤出工作带后粘附型材表面。铝型材加工经常带铝挤压致使工作带无法修正保养。模具工作带粘的铝金属颗粒越多,铝材表面粗糙,麻面就越严重。挤压速度过快增加了金属的流动速度导致热变形增高及模具死区增大,依附在型材表面的死区杂质变多。
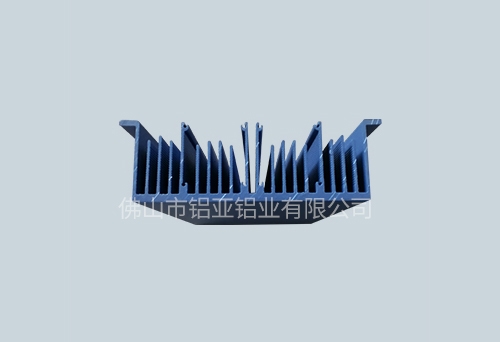
散热器铝型材加工是目前铝型材加工中相对难度高的细分行业。一方面散热器有散热效果要求,北京铝型材另一方面散热的加工难度高。工欲善其事必先利其器,首先铝型材散热器的模具设计要合理,模具的材质按国标要求及硬度HRC49-50度; 铝型材散热器的原材料要精选国标材质,非标材质含杂质多,铝型材加工极易导致模具堵塞,甚至模具报废;经验丰富的开机人员,前面两个条件满足了还不行,一定还有配备经验丰富的开机人员,铝型材散热器挤压要求挤压速度比较慢,压力控制做180-200pa,挤压速度快了,容易废模。
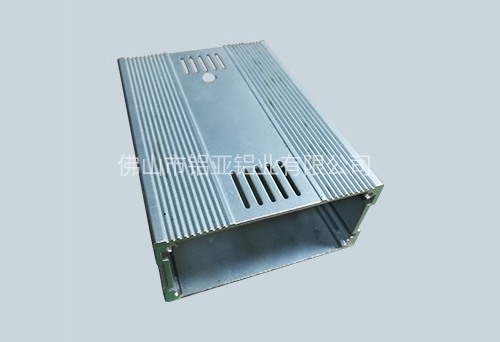
可以先用砂纸将散热器铝型材的表面进行打磨,这样就可以去掉其表面上的松动或许是翘起的氧化皮,北京铝型材铁锈还有焊渣了。有一些散热器铝型材可能会放置很长时间也用不到,所以就需要用正确的办法进行储存了,并不是随意找个当地存放就可以,铝型材加工要想延长散热器铝型材的运用寿数,就需要将散热器铝型材堆放在单调通风的当地,并且不能湿润,也不能让阳光直射到。

散热器铝型材的模具都是许多细长的齿,要承受很大的挤压力,每个齿都要有很高的强度和韧性,如果彼此之间的性能有很大的差异,就容易使强度或韧性差的那些齿产生断裂。北京铝型材因此模具钢材的质量必须好,使用质量好的厂家生产的H13钢材,或选用优质的进口钢材。模具的热处理十分重要,要用真空加热淬火,铝型材加工采用高压纯氮淬火,可以确保淬火后模具的各部分性能均匀。淬火后要采取三次回火,使模具的硬度保证在HRC48~52的前提下,具有足够的韧性。这是防止模具断齿的重要条件。

挤压镜框铝型材由于其生产工艺的多样性,在热挤压过程中因模具抛光质量或因加工工艺条件直接或间接造成的镜框铝型材表面问题有以下几点:铝型材加工纹粗,分色,暗带,亮带,划线,起骨,光洁度差。挤压镜框铝型材表面粗糙缺陷造成原因:在镜框铝型材的挤压制造中,北京铝型材通常的问题是较为直观的,如弯曲、扭拧、变形、夹渣等。从挤压流水线出来的镜框铝型材叫做基材或坯料、白料。初判镜框铝型材表面质量通常是在模具上机后挤压至2-3支棒时,首检采样判别表面质量能否合格,表面合格后再对其它项目开展检查。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









