
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号
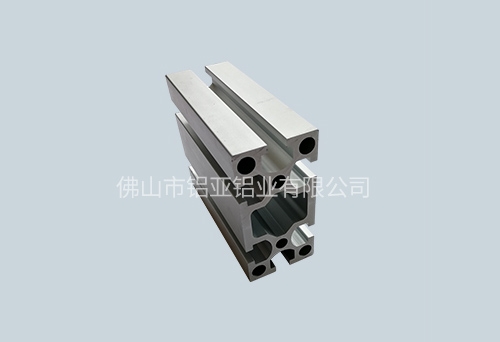
配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、西安流水线铝型材除渣精炼手段将熔体内的杂渣、气体有效除去。铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。挤压:流水线铝型材加工挤压是型材成形的手段。先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。上色 (此处先主要讲氧化的过程)氧化:挤压好的铝合金型材,其表面耐蚀性不强,须通过阳极氧化进行表面处理以增加铝材的抗蚀性、耐磨性及外表的美观度。

连续性:流水线工作台的生产过程是按照相应的节拍连续重复进行的,其运作有很强的节奏性,效率高。西安流水线铝型材中间一般不允许间断,故而基本不允许制品过长的等待时间和设备的加工间歇时间。因此流水线因各类干扰因素而停产的时间量,通常被用来作为衡量流水线或生产作业的生产综合评价指数。平衡性:流水线铝型材加工流水线工作台上各工序的生产能力是平衡的、成比例的,生产所需的物料配送需要按节拍准时、准量、合格的配送到位。单纯单向性:流水线工作台上只生产一种或少数几种工艺结构相似的系列产品,并且物料只向一个方向移动。
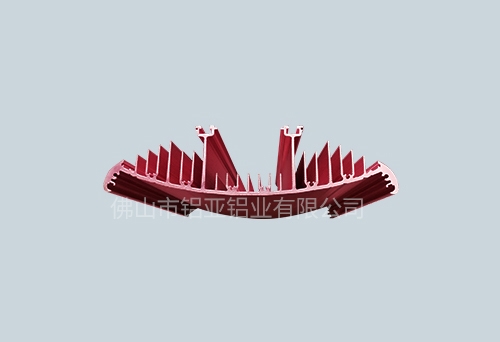
挤压镜框铝型材由于其生产工艺的多样性,在热挤压过程中因模具抛光质量或因加工工艺条件直接或间接造成的镜框铝型材表面问题有以下几点:流水线铝型材加工纹粗,分色,暗带,亮带,划线,起骨,光洁度差。挤压镜框铝型材表面粗糙缺陷造成原因:在镜框铝型材的挤压制造中,西安流水线铝型材通常的问题是较为直观的,如弯曲、扭拧、变形、夹渣等。从挤压流水线出来的镜框铝型材叫做基材或坯料、白料。初判镜框铝型材表面质量通常是在模具上机后挤压至2-3支棒时,首检采样判别表面质量能否合格,表面合格后再对其它项目开展检查。

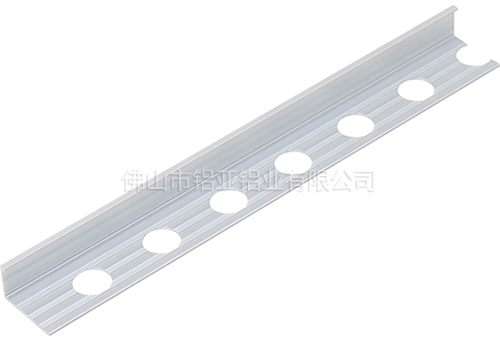
镜框铝型材加工中静电粉末涂装法是使用高压电场的感应效应,使粉末涂料和被涂物受到感应而分别带上彼此相反电荷,西安流水线铝型材从而把带电荷的粉末涂料吸附到带相反电荷的被涂物上面,然后粉末涂料经过熔融流平、流水线铝型材加工烘烤固化得到涂膜的涂装方法。因未经表面处理的铝合金挤压型材外观单一,并在潮湿的大气中容易腐蚀,所以镜框铝型材挤压加工出来的穿衣镜铝材一般都要进行表面处理,而粉末喷涂就是现阶段穿衣镜铝材发展的一个主要趋势。
铝型材散热器安装好后,管道上的阀门是不可以随便开关的,铝型材散热器尤其是供暖系统首次运动的时候,西安流水线铝型材一般都会经过调试。暖气片供热管道调试完后,阀门是不可以随意开关的,那样做很容易导致暖气片水流不畅通,或漏水等现象。另外在散热器供暖起降,要保持一定的散热空间,流水线铝型材加工不可以在暖气片周围放太多的杂物,如若不然很容易影响到铝型材散热器的散热效果,而且如果温度过高还会引发火灾等造成不必要的损失。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









