
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号
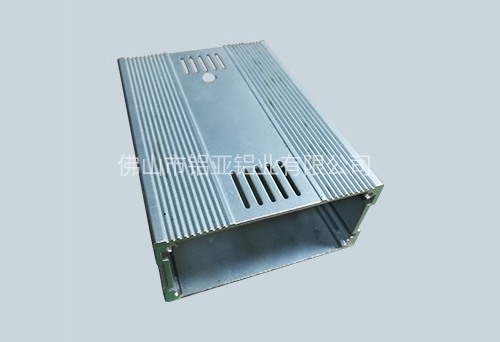
散热器铝型材具有良好的延展性和可塑性,广泛应用于各个领域。那么散热器铝型材加工工艺有哪些呢?辽源工业镜框铝材厂家一般来说散热器铝型材加工常见工艺分别是铸锭、挤压、热处理和表面处理。那么针对这些种加工处理方式到底有哪些特点呢?铝型材被挤压成型是在封闭的挤压筒里进行的,而它的变形是在高静水压力下完成的,所以就产生了铝型材的基本特性。铝型材的很多特性都是由于挤压过程中的应力应变状态,金属流动以及原材料的质量等等铸就的。当然,生产能力和生产效率也是两大重要原因。铝型材挤压的优点有很多。工业镜框铝材厂家一次成型使得材料接合,也可以使材料从模具出口形状一直的截面;从经济上来看是一次成型节约大量的人工和时间成本,不废料。

看氧化度:选购时可在型材表面轻划一下,看其表面的氧化膜是否可以擦掉。看色度:同一根铝合金型材色泽应一致,如色差明显,即不宜选购。一般正常铝合金型材截面颜色为银白色,质地均匀,如果颜色暗黑,辽源工业镜框铝材可以断定为回收铝或者废铝回炉锻造而成。看平整度:检查铝合金型材表面,应无凹陷或鼓出。正规厂家加工出来的铝型材,表面平整,光亮,如果是小作坊由于机器或者原材料,型材表面会出现轻微凹凸状,这样的铝合金型材合成的散热器后期极易氧化而变形。工业镜框铝材厂家看强度:选购时,可用手适度弯曲型材,如果不费力气就将型材折弯,那么可以认定铝型材强度不达标,另外型材强度也不是越硬越好,铝具有一定韧性,非硬质材料,利用这一特性才好锻造成不同形状。
镜框铝型材加工木纹的方法 转印方法涂覆木纹:顺序进行一个前处理步骤、工业镜框铝材厂家一个喷涂步骤和一个木纹转印步骤,在前处理步骤中,将镜框铝型材装架后进行化学脱脂和去氧化皮,然后水洗,利用铬酸盐铬化,再水洗后烘干,在喷涂步骤中,将镜子框铝型材挂架后吹尘、擦拭,喷涂氟碳底漆、氟碳面漆,辽源工业镜框铝材烘干固化,在木纹转印步骤中,先分别向转印水槽和浸泡水槽中加水加热,然后在转印水槽的水面上平铺木纹膜,再将镜子框铝型材的表面与木纹膜接触,将木纹膜上的木纹涂料转移到铝型材表面,再将镜子框铝型材转移到浸泡水槽中,之后将铝型材清洗、擦净擦干,进行烘干固化。
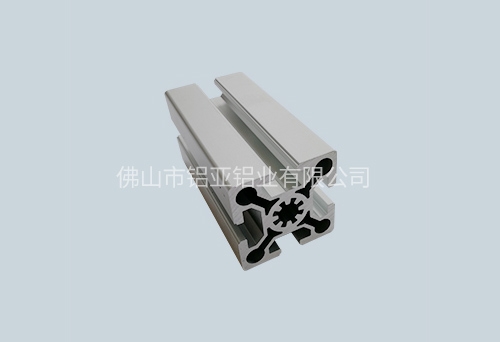
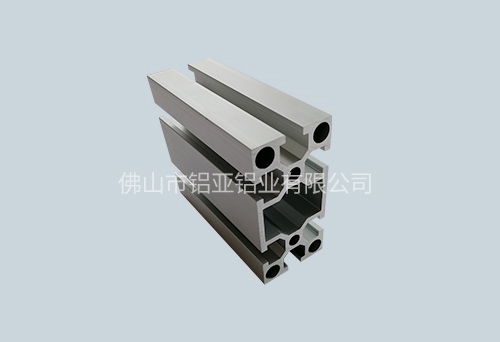
如今随着社会一直在进步,一些企业老式的生产线是提高不了产品的品质以及工作效率,流水线铝型材老式生产线也不容易调整维修,众所周知如果想要有精益生产线,那么必须就要有布局良好的流水线,是有助于实现减少作业浪费,辽源工业镜框铝材老式的生产线是满足不了市场的产品需求,还浪费人力,那么精益生产线布局就很重要啦,可以提高转产应变能力,工业镜框铝材厂家减少人工运输,减少质量隐患,有助于提高目视管理,如果有产品周转也是容易伤害产品,那么要有精益的生产线小编在这给大家推荐一款超棒的支架流水线铝型材来帮助大家实现精益生产线。
当散热器铝型材挤压形状不对称,各部分尺寸,形状相差很大的制品时,这种流动不均匀性更会显著增加。而且,在模具设计制造中,辽源工业镜框铝材各部位流动速度的差异不可能完全的消除或调整。因此,挤压成形中,不能避免的会产生各种成形缺陷,如扭拧、弯曲、波浪、裂纹等。挤压模具在使用中,型材不成形、波浪、弯曲等由于金属挤出模孔速度不均匀引起的试模不合格,是造成试模不合格的主要原因之一。为了消除以上这些缺陷,较理想的结果就是金属在挤出模孔时,各个部位各个质点的金属流动速度均保持一致。而实际的情况是,工业镜框铝材厂家金属在挤出模孔时,即使较简单的型材也不可能各个质点都获得相同的流动速度。因此,必然存在一个速度差异范围,当金属挤出模孔时,当各个质点的挤出速度差异在这一个范围之内时,挤出的型材能够稳定成形。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









