
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号
挤压镜框铝型材由于其生产工艺的多样性,在热挤压过程中因模具抛光质量或因加工工艺条件直接或间接造成的镜框铝型材表面问题有以下几点:散热器铝材厂家纹粗,分色,暗带,亮带,划线,起骨,光洁度差。挤压镜框铝型材表面粗糙缺陷造成原因:在镜框铝型材的挤压制造中,江西散热器铝材通常的问题是较为直观的,如弯曲、扭拧、变形、夹渣等。从挤压流水线出来的镜框铝型材叫做基材或坯料、白料。初判镜框铝型材表面质量通常是在模具上机后挤压至2-3支棒时,首检采样判别表面质量能否合格,表面合格后再对其它项目开展检查。
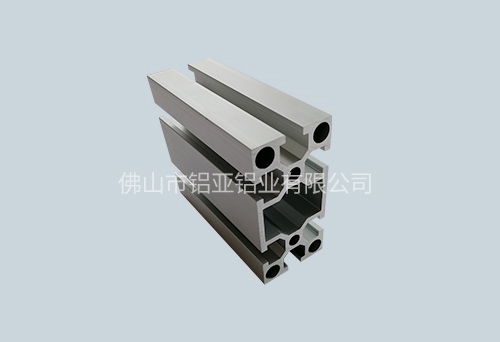
散热器铝型材具有良好的延展性和可塑性,广泛应用于各个领域。那么散热器铝型材加工工艺有哪些呢?江西散热器铝材厂家一般来说散热器铝型材加工常见工艺分别是铸锭、挤压、热处理和表面处理。那么针对这些种加工处理方式到底有哪些特点呢?铝型材被挤压成型是在封闭的挤压筒里进行的,而它的变形是在高静水压力下完成的,所以就产生了铝型材的基本特性。铝型材的很多特性都是由于挤压过程中的应力应变状态,金属流动以及原材料的质量等等铸就的。当然,生产能力和生产效率也是两大重要原因。铝型材挤压的优点有很多。散热器铝材厂家一次成型使得材料接合,也可以使材料从模具出口形状一直的截面;从经济上来看是一次成型节约大量的人工和时间成本,不废料。
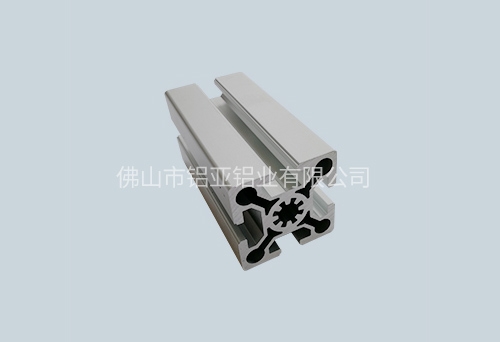
如今随着社会一直在进步,一些企业老式的生产线是提高不了产品的品质以及工作效率,流水线铝型材老式生产线也不容易调整维修,众所周知如果想要有精益生产线,那么必须就要有布局良好的流水线,是有助于实现减少作业浪费,江西散热器铝材老式的生产线是满足不了市场的产品需求,还浪费人力,那么精益生产线布局就很重要啦,可以提高转产应变能力,散热器铝材厂家减少人工运输,减少质量隐患,有助于提高目视管理,如果有产品周转也是容易伤害产品,那么要有精益的生产线小编在这给大家推荐一款超棒的支架流水线铝型材来帮助大家实现精益生产线。

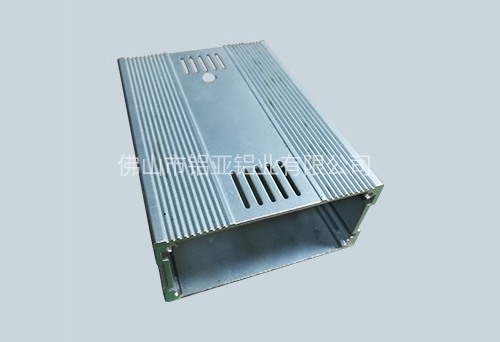
散热器铝型材加工是目前铝型材加工中相对难度高的细分行业。一方面散热器有散热效果要求,江西散热器铝材另一方面散热的加工难度高。工欲善其事必先利其器,首先铝型材散热器的模具设计要合理,模具的材质按国标要求及硬度HRC49-50度; 铝型材散热器的原材料要精选国标材质,非标材质含杂质多,散热器铝材厂家极易导致模具堵塞,甚至模具报废;经验丰富的开机人员,前面两个条件满足了还不行,一定还有配备经验丰富的开机人员,铝型材散热器挤压要求挤压速度比较慢,压力控制做180-200pa,挤压速度快了,容易废模。
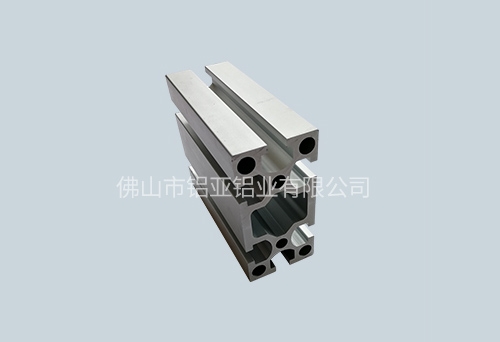
尺寸标准。一般坐式流水线支架的高在65-75CM,座位尺寸在38-45CM。站式流水线支架的高在85-95CM,座位尺寸在58-62CM。江西散热器铝材注意尺寸不宜过长,不便于管理工作人员。结构标准。流水线支架在定制的时候一定要符合人体工程学标准,这样工人在操作的时候,不会出现疲劳,影响工作效率。技术标准。流水线支架使用铝型材定制的话,散热器铝材厂家要注意加工的精度,包括切割精度,钻孔精度,攻牙精度等等,技术误差是越小越好。像切割误差小于±0.5mm以内,便于支架安装。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









