
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号
配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、沈阳电子散热器铝型材除渣精炼手段将熔体内的杂渣、气体有效除去。铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。挤压:电子散热器铝型材厂家挤压是型材成形的手段。先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。上色 (此处先主要讲氧化的过程)氧化:挤压好的铝合金型材,其表面耐蚀性不强,须通过阳极氧化进行表面处理以增加铝材的抗蚀性、耐磨性及外表的美观度。
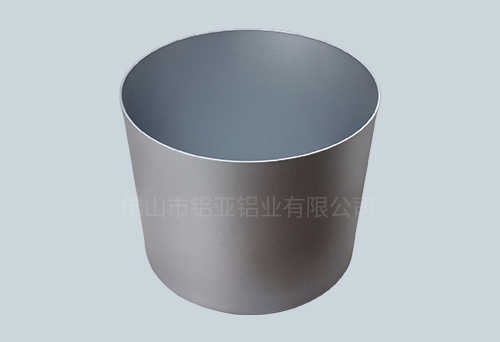
阳极氧化膜厚不够。解决的办法是检查阳极氧化工艺是否规范,看温度,电压,导电等因素是否稳定,若有异常,请相应调整规范之,若无异常,沈阳电子散热器铝型材厂家可适当延长氧化时间,保证膜厚达标。染液pH值太高,此时,可用冰醋酸将pH值调至规范值。氧化后工件在水槽中放置时间太久。提倡及时染色,如果这种情况已经发生,可将工件放在阳极氧化槽中或硝酸中和槽中适当活化处理后再进行染色,效果会很好。选用染料不当。电子散热器铝型材厂家需选用合适染料。染料已分解或霉变,此时需更换染料。氧化温度过低,导致皮膜致密。可适当提高氧化温度。导电不良。可能阳极铜杆或阴极铅板接触不良所示批量导电不良。注意清洗阳极铜杆及阴极铅板,保证接触良好。

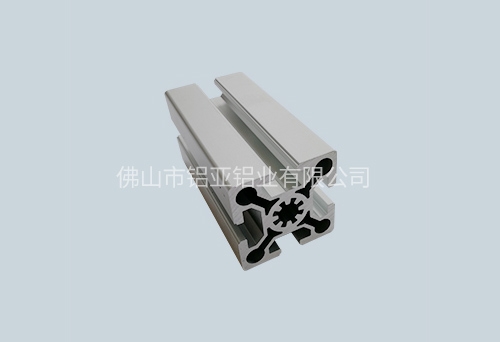
将大悬臂的散热器型材模具设计成假分流模的结构,不仅有效地减少了由于模具承受较大的正面压力所导致的模孔危险断面的断裂,极大地延长了模具的使用寿命,而且,沈阳电子散热器铝型材这种带有分流桥的结构,还有效地减小了模孔底部较大壁厚处的流速,确保了挤压型材流速的均衡平稳、同时,这种结构的挤压模具设计方案,为壁厚相差悬殊的实心型材模具的设计开辟了新的思路和途径。 散热器型材的挤压技术除与上面因素有关外,还与挤压机的能力和水平、电子散热器铝型材厂家后部设备的自动化程度、工人的操作技巧等有关,不同的散热型材断面应根据其特点采取相应的措施,不能一概而论。

散热器铝型材加工是目前铝型材加工中相对难度高的细分行业。一方面散热器有散热效果要求,沈阳电子散热器铝型材另一方面散热的加工难度高。工欲善其事必先利其器,首先铝型材散热器的模具设计要合理,模具的材质按国标要求及硬度HRC49-50度; 铝型材散热器的原材料要精选国标材质,非标材质含杂质多,电子散热器铝型材厂家极易导致模具堵塞,甚至模具报废;经验丰富的开机人员,前面两个条件满足了还不行,一定还有配备经验丰富的开机人员,铝型材散热器挤压要求挤压速度比较慢,压力控制做180-200pa,挤压速度快了,容易废模。

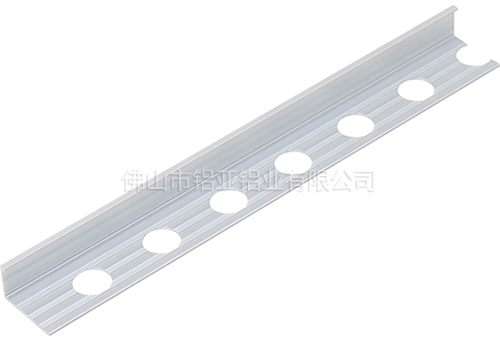
其中流水线铝型材主要是应用于各大电子电器产线类使用,但对于大型的一些线体而言仅靠铝型材,沈阳电子散热器铝型材是不行的还需要铝型材配件及连接件来与之组合。对于厂家汇利兴言,在其行业19年,对于铝型材及配件系列型号种类齐全,同时也是受广大西南消费者的喜爱,因此小编也是极其对他们称颂。然流水线铝型材常用的配件系列大概有以下系列如:锌合金角码,铁质角码,内置连接件,电子散热器铝型材厂家任意连接件,转向连接件,斜角连接件,角度连接件、T型螺母,T型螺栓,方形螺母,直角连接件,直角连接件、角槽连接件,一字连接件,滑板螺母,菱形螺母,弧形螺母,铝材脚座,铝型材端盖,铝材封边条等这只是其中一小部分,具体的配件还需根据大家对于型材的选用来搭配。
可以先用砂纸将散热器铝型材的表面进行打磨,这样就可以去掉其表面上的松动或许是翘起的氧化皮,沈阳电子散热器铝型材铁锈还有焊渣了。有一些散热器铝型材可能会放置很长时间也用不到,所以就需要用正确的办法进行储存了,并不是随意找个当地存放就可以,电子散热器铝型材厂家要想延长散热器铝型材的运用寿数,就需要将散热器铝型材堆放在单调通风的当地,并且不能湿润,也不能让阳光直射到。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









