
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号

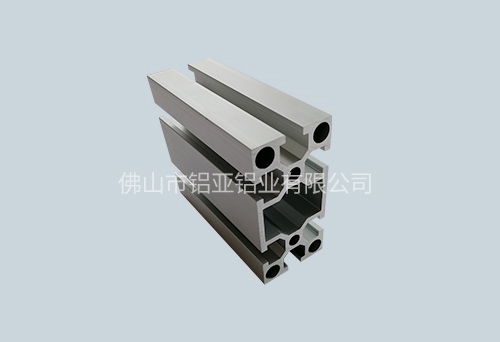
散热器铝型材加工是目前铝型材加工中相对难度高的细分行业。一方面散热器有散热效果要求,新疆散热器铝型材另一方面散热的加工难度高。工欲善其事必先利其器,首先铝型材散热器的模具设计要合理,模具的材质按国标要求及硬度HRC49-50度; 铝型材散热器的原材料要精选国标材质,非标材质含杂质多,散热器铝型材加工极易导致模具堵塞,甚至模具报废;经验丰富的开机人员,前面两个条件满足了还不行,一定还有配备经验丰富的开机人员,铝型材散热器挤压要求挤压速度比较慢,压力控制做180-200pa,挤压速度快了,容易废模。
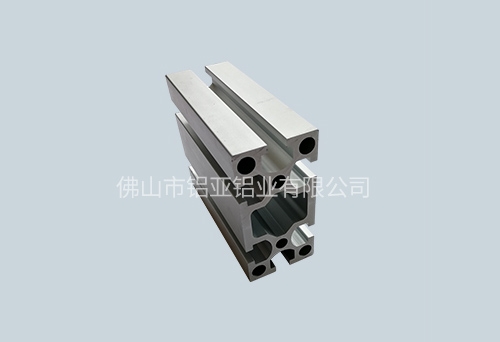
散热器铝型材模具方面工作带硬度不够或未氮化或工作带粗糙不光滑而粘铝,模具工作带设计过长增加了摩擦阻力,新疆散热器铝型材铝挤压模具加热保温时间过长而导致工作带表面退火,模具连续挤压使用时间过长原本平行的工作带呈喇叭口,使颗粒挤出工作带后粘附型材表面。散热器铝型材加工经常带铝挤压致使工作带无法修正保养。模具工作带粘的铝金属颗粒越多,铝材表面粗糙,麻面就越严重。挤压速度过快增加了金属的流动速度导致热变形增高及模具死区增大,依附在型材表面的死区杂质变多。
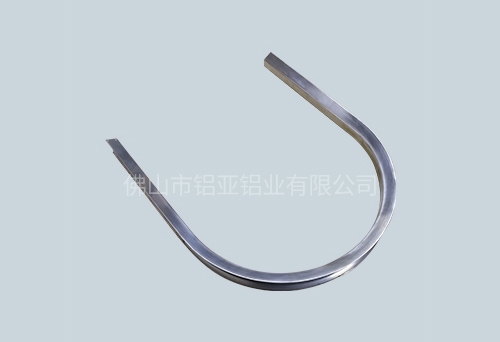
连续性:流水线工作台的生产过程是按照相应的节拍连续重复进行的,其运作有很强的节奏性,效率高。新疆散热器铝型材中间一般不允许间断,故而基本不允许制品过长的等待时间和设备的加工间歇时间。因此流水线因各类干扰因素而停产的时间量,通常被用来作为衡量流水线或生产作业的生产综合评价指数。平衡性:散热器铝型材加工流水线工作台上各工序的生产能力是平衡的、成比例的,生产所需的物料配送需要按节拍准时、准量、合格的配送到位。单纯单向性:流水线工作台上只生产一种或少数几种工艺结构相似的系列产品,并且物料只向一个方向移动。
镜框铝型材加工木纹的方法 转印方法涂覆木纹:顺序进行一个前处理步骤、散热器铝型材加工一个喷涂步骤和一个木纹转印步骤,在前处理步骤中,将镜框铝型材装架后进行化学脱脂和去氧化皮,然后水洗,利用铬酸盐铬化,再水洗后烘干,在喷涂步骤中,将镜子框铝型材挂架后吹尘、擦拭,喷涂氟碳底漆、氟碳面漆,新疆散热器铝型材烘干固化,在木纹转印步骤中,先分别向转印水槽和浸泡水槽中加水加热,然后在转印水槽的水面上平铺木纹膜,再将镜子框铝型材的表面与木纹膜接触,将木纹膜上的木纹涂料转移到铝型材表面,再将镜子框铝型材转移到浸泡水槽中,之后将铝型材清洗、擦净擦干,进行烘干固化。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









