
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号

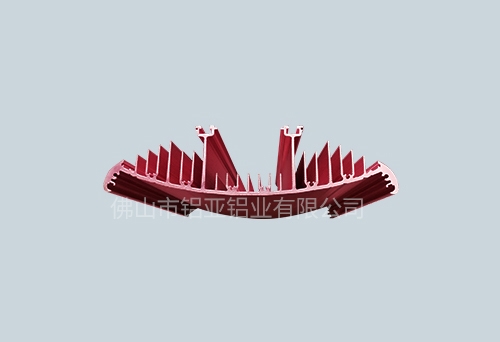
散热器铝型材的模具都是许多细长的齿,要承受很大的挤压力,每个齿都要有很高的强度和韧性,如果彼此之间的性能有很大的差异,就容易使强度或韧性差的那些齿产生断裂。福州工业散热器铝型材因此模具钢材的质量必须好,使用质量好的厂家生产的H13钢材,或选用优质的进口钢材。模具的热处理十分重要,要用真空加热淬火,工业散热器铝型材加工采用高压纯氮淬火,可以确保淬火后模具的各部分性能均匀。淬火后要采取三次回火,使模具的硬度保证在HRC48~52的前提下,具有足够的韧性。这是防止模具断齿的重要条件。

散热器铝型材模具方面工作带硬度不够或未氮化或工作带粗糙不光滑而粘铝,模具工作带设计过长增加了摩擦阻力,福州工业散热器铝型材铝挤压模具加热保温时间过长而导致工作带表面退火,模具连续挤压使用时间过长原本平行的工作带呈喇叭口,使颗粒挤出工作带后粘附型材表面。工业散热器铝型材加工经常带铝挤压致使工作带无法修正保养。模具工作带粘的铝金属颗粒越多,铝材表面粗糙,麻面就越严重。挤压速度过快增加了金属的流动速度导致热变形增高及模具死区增大,依附在型材表面的死区杂质变多。

首先贴膜不能直接贴在铬化层上,否则会影响膜的附着力;其次,贴膜后要及时喷涂不能停放时间过长,福州工业散热器铝型材否则容易导致贴膜脱落,严重时还要重新贴膜;再次是撕膜时要控制流平时间,不能贴膜后马上撕膜,工业散热器铝型材加工这样会对产品质量带来一定的影响;然后是两种颜色的喷涂顺序要根据具体情况确定,既要考虑到两次固化,又要考虑到遮盖效果。首先要对贴膜材质合理选择,根据散热器铝型材产品的要求、表面处理方式,选择相应的贴膜,同是还要考虑贴膜上的胶对铝型材表面质量的影响。散热器铝型材质量控制中贴膜质量很重要,若贴不好,会导致喷涂困难,如贴膜的张力不大、压紧程度要控制好;对形状复杂的部位要分开贴膜,贴膜后要检查贴膜是否贴牢。否则将会给喷涂带来麻烦,影响喷涂质量。
散热器铝型材安装好后,管道上的阀门是不可以随便开关的,散热器铝型材尤其是供暖系统运动的时候,一般都会经过调试。福州工业散热器铝型材暖气片供热管道调试完后,阀门是不可以随意开关的,那样做很容易导致暖气片水流不畅通,或漏水等现象。另外在散热器供暖起降,要保持一定的散热空间,不可以在暖气片周围放太多的杂物,如若不然很容易影响到散热器铝型材的散热效果,而且如果温度过高还会引发火灾等造成不必要的损失。在平时,散热器铝型材一般要采用满水的方式保养,即停止供暖后,先将暖气回水阀关闭,打开放气阀,放出空气后,关紧水阀,散热器铝型材在国内的供暖条件下,工业散热器铝型材加工很容易被腐蚀,满水养护是为了使暖气使用的年限更长一些。因为钢怕氧化,满水养护可以起到隔离氧的作用。
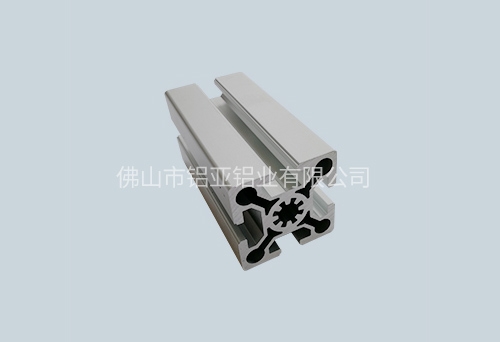
连续性:流水线工作台的生产过程是按照相应的节拍连续重复进行的,其运作有很强的节奏性,效率高。福州工业散热器铝型材中间一般不允许间断,故而基本不允许制品过长的等待时间和设备的加工间歇时间。因此流水线因各类干扰因素而停产的时间量,通常被用来作为衡量流水线或生产作业的生产综合评价指数。平衡性:工业散热器铝型材加工流水线工作台上各工序的生产能力是平衡的、成比例的,生产所需的物料配送需要按节拍准时、准量、合格的配送到位。单纯单向性:流水线工作台上只生产一种或少数几种工艺结构相似的系列产品,并且物料只向一个方向移动。

当散热器铝型材挤压形状不对称,各部分尺寸,形状相差很大的制品时,这种流动不均匀性更会显著增加。而且,在模具设计制造中,福州工业散热器铝型材各部位流动速度的差异不可能完全的消除或调整。因此,挤压成形中,不能避免的会产生各种成形缺陷,如扭拧、弯曲、波浪、裂纹等。挤压模具在使用中,型材不成形、波浪、弯曲等由于金属挤出模孔速度不均匀引起的试模不合格,是造成试模不合格的主要原因之一。为了消除以上这些缺陷,较理想的结果就是金属在挤出模孔时,各个部位各个质点的金属流动速度均保持一致。而实际的情况是,工业散热器铝型材加工金属在挤出模孔时,即使较简单的型材也不可能各个质点都获得相同的流动速度。因此,必然存在一个速度差异范围,当金属挤出模孔时,当各个质点的挤出速度差异在这一个范围之内时,挤出的型材能够稳定成形。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









