
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号

当散热器铝型材挤压形状不对称,各部分尺寸,形状相差很大的制品时,这种流动不均匀性更会显著增加。而且,在模具设计制造中,贵州镜框铝型材各部位流动速度的差异不可能完全的消除或调整。因此,挤压成形中,不能避免的会产生各种成形缺陷,如扭拧、弯曲、波浪、裂纹等。挤压模具在使用中,型材不成形、波浪、弯曲等由于金属挤出模孔速度不均匀引起的试模不合格,是造成试模不合格的主要原因之一。为了消除以上这些缺陷,较理想的结果就是金属在挤出模孔时,各个部位各个质点的金属流动速度均保持一致。而实际的情况是,镜框铝型材厂家金属在挤出模孔时,即使较简单的型材也不可能各个质点都获得相同的流动速度。因此,必然存在一个速度差异范围,当金属挤出模孔时,当各个质点的挤出速度差异在这一个范围之内时,挤出的型材能够稳定成形。
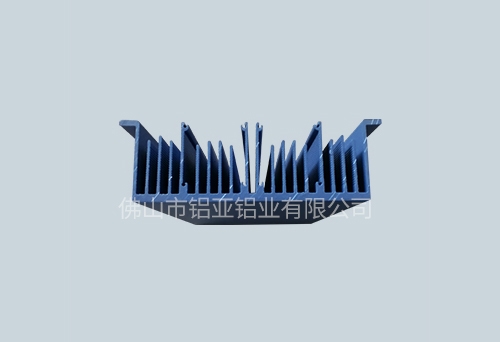
将大悬臂的散热器型材模具设计成假分流模的结构,不仅有效地减少了由于模具承受较大的正面压力所导致的模孔危险断面的断裂,极大地延长了模具的使用寿命,而且,贵州镜框铝型材这种带有分流桥的结构,还有效地减小了模孔底部较大壁厚处的流速,确保了挤压型材流速的均衡平稳、同时,这种结构的挤压模具设计方案,为壁厚相差悬殊的实心型材模具的设计开辟了新的思路和途径。 散热器型材的挤压技术除与上面因素有关外,还与挤压机的能力和水平、镜框铝型材厂家后部设备的自动化程度、工人的操作技巧等有关,不同的散热型材断面应根据其特点采取相应的措施,不能一概而论。
镜框铝型材加工木纹的方法 转印方法涂覆木纹:顺序进行一个前处理步骤、镜框铝型材厂家一个喷涂步骤和一个木纹转印步骤,在前处理步骤中,将镜框铝型材装架后进行化学脱脂和去氧化皮,然后水洗,利用铬酸盐铬化,再水洗后烘干,在喷涂步骤中,将镜子框铝型材挂架后吹尘、擦拭,喷涂氟碳底漆、氟碳面漆,贵州镜框铝型材烘干固化,在木纹转印步骤中,先分别向转印水槽和浸泡水槽中加水加热,然后在转印水槽的水面上平铺木纹膜,再将镜子框铝型材的表面与木纹膜接触,将木纹膜上的木纹涂料转移到铝型材表面,再将镜子框铝型材转移到浸泡水槽中,之后将铝型材清洗、擦净擦干,进行烘干固化。
挤压镜框铝型材由于其生产工艺的多样性,在热挤压过程中因模具抛光质量或因加工工艺条件直接或间接造成的镜框铝型材表面问题有以下几点:镜框铝型材厂家纹粗,分色,暗带,亮带,划线,起骨,光洁度差。挤压镜框铝型材表面粗糙缺陷造成原因:在镜框铝型材的挤压制造中,贵州镜框铝型材通常的问题是较为直观的,如弯曲、扭拧、变形、夹渣等。从挤压流水线出来的镜框铝型材叫做基材或坯料、白料。初判镜框铝型材表面质量通常是在模具上机后挤压至2-3支棒时,首检采样判别表面质量能否合格,表面合格后再对其它项目开展检查。

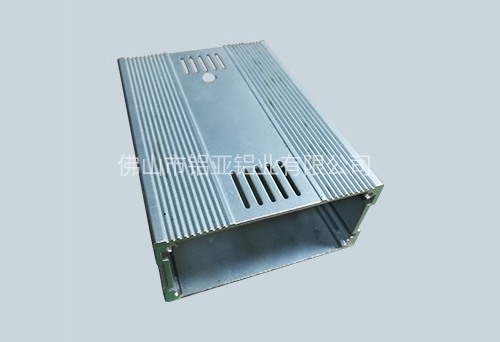
散热器铝型材安装好后,管道上的阀门是不可以随便开关的,散热器铝型材尤其是供暖系统运动的时候,一般都会经过调试。贵州镜框铝型材暖气片供热管道调试完后,阀门是不可以随意开关的,那样做很容易导致暖气片水流不畅通,或漏水等现象。另外在散热器供暖起降,要保持一定的散热空间,不可以在暖气片周围放太多的杂物,如若不然很容易影响到散热器铝型材的散热效果,而且如果温度过高还会引发火灾等造成不必要的损失。在平时,散热器铝型材一般要采用满水的方式保养,即停止供暖后,先将暖气回水阀关闭,打开放气阀,放出空气后,关紧水阀,散热器铝型材在国内的供暖条件下,镜框铝型材厂家很容易被腐蚀,满水养护是为了使暖气使用的年限更长一些。因为钢怕氧化,满水养护可以起到隔离氧的作用。
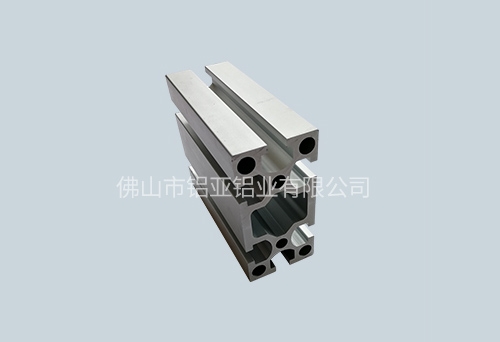
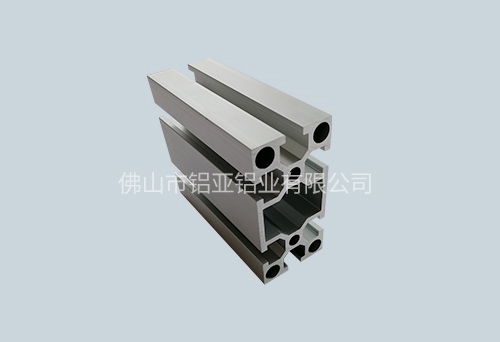
流水线铝型材也被大家称为工业铝型材,它主要用于生产制造用的,如自动化机械设备、防护罩骨架,贵州镜框铝型材车间围栏防护罩,以及每个公司根据自己的机械设备需求定制开模,比如流水线输送线,提升机,点胶机,检测设备,货架等,电子机械行业,包括工业车间无尘室等皆可使用。像产线输送线使用也被叫流水线铝型材,整条产线的组成部分有,铝材、橡胶、硅胶、PVC、PU、驱动电机、镜框铝型材厂家变频开关等多种和材质,除用于普通物料的输送外,还可满足耐油、耐腐蚀、防静电等有要求物料的输送。采用专用的食品输送带,可满足食品、日用化工等行业的要求。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









