
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号

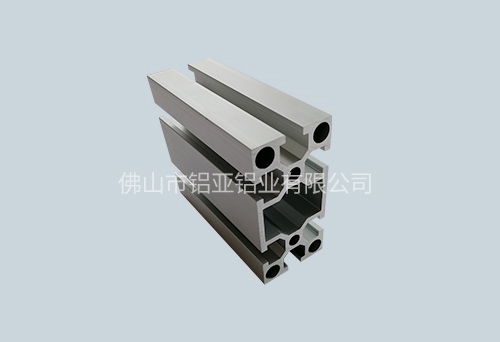
当散热器铝型材挤压形状不对称,各部分尺寸,形状相差很大的制品时,这种流动不均匀性更会显著增加。而且,在模具设计制造中,江西工业散热器铝材各部位流动速度的差异不可能完全的消除或调整。因此,挤压成形中,不能避免的会产生各种成形缺陷,如扭拧、弯曲、波浪、裂纹等。挤压模具在使用中,型材不成形、波浪、弯曲等由于金属挤出模孔速度不均匀引起的试模不合格,是造成试模不合格的主要原因之一。为了消除以上这些缺陷,较理想的结果就是金属在挤出模孔时,各个部位各个质点的金属流动速度均保持一致。而实际的情况是,工业散热器铝材加工金属在挤出模孔时,即使较简单的型材也不可能各个质点都获得相同的流动速度。因此,必然存在一个速度差异范围,当金属挤出模孔时,当各个质点的挤出速度差异在这一个范围之内时,挤出的型材能够稳定成形。
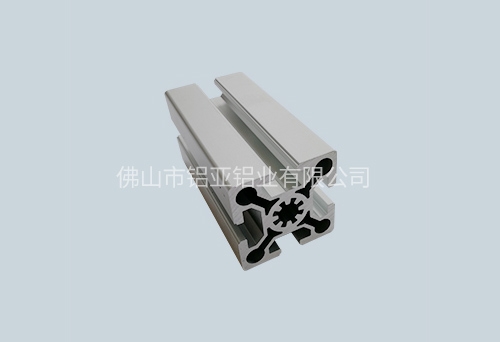
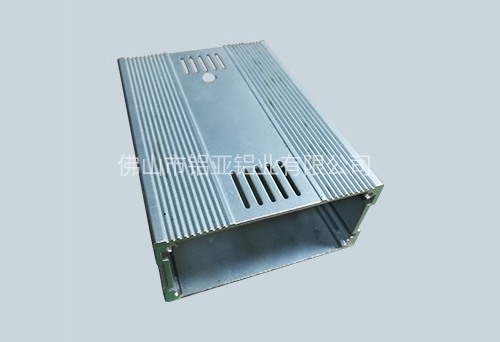
用铝材质做散热器,散热器铝型材与其它材质相比主要优势为:节能性、节材性、装饰性、性能好、价格、重量等方面。散热器铝型材在多种散热器中是很轻的,搬运安装方便。装饰性:由于散热器铝型材的导热性好,江西工业散热器铝材散热量大,散热也快,金属热强度高,由于它易挤压成形,会挤压成各种形状散热器,因此外观美观,装饰性强。由于铝氧化后生成氧化铝是好的保护膜,能避免它进一步氧化,因此它不怕氧化腐蚀,价格适中很受工薪阶层的欢迎。散热器铝型材的耐氧化腐蚀性能好,工业散热器铝材加工不用添加任何添加剂,其原理是,铝一旦遇到空气中氧,便函生成一层氧化膜,这层膜既坚韧又致密,防止了进一步对本体材料的腐蚀。
镜框铝型材加工木纹的方法 转印方法涂覆木纹:顺序进行一个前处理步骤、工业散热器铝材加工一个喷涂步骤和一个木纹转印步骤,在前处理步骤中,将镜框铝型材装架后进行化学脱脂和去氧化皮,然后水洗,利用铬酸盐铬化,再水洗后烘干,在喷涂步骤中,将镜子框铝型材挂架后吹尘、擦拭,喷涂氟碳底漆、氟碳面漆,江西工业散热器铝材烘干固化,在木纹转印步骤中,先分别向转印水槽和浸泡水槽中加水加热,然后在转印水槽的水面上平铺木纹膜,再将镜子框铝型材的表面与木纹膜接触,将木纹膜上的木纹涂料转移到铝型材表面,再将镜子框铝型材转移到浸泡水槽中,之后将铝型材清洗、擦净擦干,进行烘干固化。
每次在用完散热器铝型材测量工具之后,尽量擦干净表面所留的一些污迹,如果长期不适用时,可以在测量面涂上一些防锈油,然后将其存放在保护盒内。江西工业散热器铝材不要用油石、砂布擦磨量具表面及测量面和刻线部分,非计量检修人员,严禁拆卸、改装和擅自修理量具。不要用手摸量具的测量面,因为手上有汗液等潮湿脏物会污染测量面,使它生锈。散热器铝型材测量工具要存放在一个比较清洁、干燥、没有震动的环境当中,而且要远离磁场比较大的区域,工业散热器铝材加工适合的区域就是存放在一个盒子当中,并且进行清洁干燥的处理。当发现到所测量的散热器铝型材表面存在一些毛刺的时候,可以先对产品进行去毛刺处理,然后再进行测量,主要是为了避免影响到测量的结果。

可以先用砂纸将散热器铝型材的表面进行打磨,这样就可以去掉其表面上的松动或许是翘起的氧化皮,江西工业散热器铝材铁锈还有焊渣了。有一些散热器铝型材可能会放置很长时间也用不到,所以就需要用正确的办法进行储存了,并不是随意找个当地存放就可以,工业散热器铝材加工要想延长散热器铝型材的运用寿数,就需要将散热器铝型材堆放在单调通风的当地,并且不能湿润,也不能让阳光直射到。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









