
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号

流水线铝型材最开始的时候是用在流水线设备上的,作为设备的框架部分。现在已经发展到各类自动化设备、外框、工作台、检测设备、工业围栏、无尘棚等。铝型材比钢管轻,兰州工业镜框铝材加工比重是钢的三分之一,硬度中等,在承重要求不是太高的情况下都可以正常使用。铝型材框架安装方便,根据尺寸切割直接用直角连接件连接,表面美观,无需烤漆。而钢管切割后还需要焊接,焊接完还要打磨,之后再烤漆,工序繁琐,增加成本。铝型材设备框架的公差非常小,专业工业镜框铝材加工对设备几乎没有什么影响。而钢材在电焊接后经过高温直线度变形,会影响机械设备的正常运行。铝型材在安装调试过程中尺寸高底可以自由变动,而钢管焊接后基本是更改不了的。铝型材的抗氧化性能好,不会出现生透腐蚀的情况,而钢管会生透,影响设备的美观度和使用效果。
每次在用完散热器铝型材测量工具之后,尽量擦干净表面所留的一些污迹,如果长期不适用时,可以在测量面涂上一些防锈油,然后将其存放在保护盒内。兰州工业镜框铝材不要用油石、砂布擦磨量具表面及测量面和刻线部分,非计量检修人员,严禁拆卸、改装和擅自修理量具。不要用手摸量具的测量面,因为手上有汗液等潮湿脏物会污染测量面,使它生锈。散热器铝型材测量工具要存放在一个比较清洁、干燥、没有震动的环境当中,而且要远离磁场比较大的区域,工业镜框铝材加工适合的区域就是存放在一个盒子当中,并且进行清洁干燥的处理。当发现到所测量的散热器铝型材表面存在一些毛刺的时候,可以先对产品进行去毛刺处理,然后再进行测量,主要是为了避免影响到测量的结果。
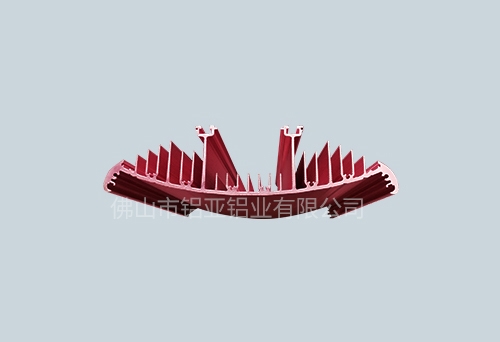
挤压镜框铝型材由于其生产工艺的多样性,在热挤压过程中因模具抛光质量或因加工工艺条件直接或间接造成的镜框铝型材表面问题有以下几点:工业镜框铝材加工纹粗,分色,暗带,亮带,划线,起骨,光洁度差。挤压镜框铝型材表面粗糙缺陷造成原因:在镜框铝型材的挤压制造中,兰州工业镜框铝材通常的问题是较为直观的,如弯曲、扭拧、变形、夹渣等。从挤压流水线出来的镜框铝型材叫做基材或坯料、白料。初判镜框铝型材表面质量通常是在模具上机后挤压至2-3支棒时,首检采样判别表面质量能否合格,表面合格后再对其它项目开展检查。
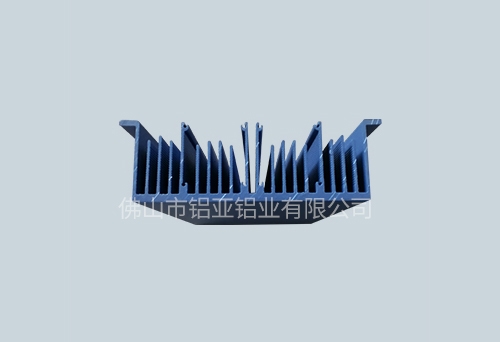
半挤压散热器铝型材,半嵌入式:由于半挤压散热器铝型材的工艺限制,板材的间距不能太窄,并且通过插入和压制在两个板材之间插入铝板按。紧紧固定。因为插入了一半的翅片,兰州工业镜框铝材并且铝板没有与底板一体化,所以插入部分的传热效率不如一个好。耐热性大于纯挤压铝的耐热性。这种散热器可以通过铝型材散热器的挤压过程减小型材的横截面尺寸,并且挤压的铝型材不能加工散热器产品。挤压散热器铝型材:翅片和基板是一体的。没有拼接,散热器内部的热传导均匀,导热率高。翅片拼接散热器铝型材:首先制作翅片,工业镜框铝材加工将翅片堆叠在一起,通过压力处理按压它们,并将各个部分紧密地结合在一起。该过程可用作任何宽度和高度的散热器。

流水线铝型材加工所需要的倍速链铝型材一般是2.5倍数的。通过表面处理的工业型材作为载体作用于工业流水线的导轨上,兰州工业镜框铝材能保持自动化输送线系统在生产输送过程中平稳无颠簸,适合工厂大批量的产品连续生产。工业镜框铝材加工它的输送能力大可承载较大的负荷。以上就是关于流水线铝型材加工所需的倍速链铝型材的一个简单介绍。大家如有问题可以拨打启域热线电话或在启域官网上联系在线客服。

阳极氧化膜厚不够。解决的办法是检查阳极氧化工艺是否规范,看温度,电压,导电等因素是否稳定,若有异常,请相应调整规范之,若无异常,兰州工业镜框铝材加工可适当延长氧化时间,保证膜厚达标。染液pH值太高,此时,可用冰醋酸将pH值调至规范值。氧化后工件在水槽中放置时间太久。提倡及时染色,如果这种情况已经发生,可将工件放在阳极氧化槽中或硝酸中和槽中适当活化处理后再进行染色,效果会很好。选用染料不当。工业镜框铝材加工需选用合适染料。染料已分解或霉变,此时需更换染料。氧化温度过低,导致皮膜致密。可适当提高氧化温度。导电不良。可能阳极铜杆或阴极铅板接触不良所示批量导电不良。注意清洗阳极铜杆及阴极铅板,保证接触良好。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









