
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号
每次在用完散热器铝型材测量工具之后,尽量擦干净表面所留的一些污迹,如果长期不适用时,可以在测量面涂上一些防锈油,然后将其存放在保护盒内。长春铝型材不要用油石、砂布擦磨量具表面及测量面和刻线部分,非计量检修人员,严禁拆卸、改装和擅自修理量具。不要用手摸量具的测量面,因为手上有汗液等潮湿脏物会污染测量面,使它生锈。散热器铝型材测量工具要存放在一个比较清洁、干燥、没有震动的环境当中,而且要远离磁场比较大的区域,铝型材厂家适合的区域就是存放在一个盒子当中,并且进行清洁干燥的处理。当发现到所测量的散热器铝型材表面存在一些毛刺的时候,可以先对产品进行去毛刺处理,然后再进行测量,主要是为了避免影响到测量的结果。

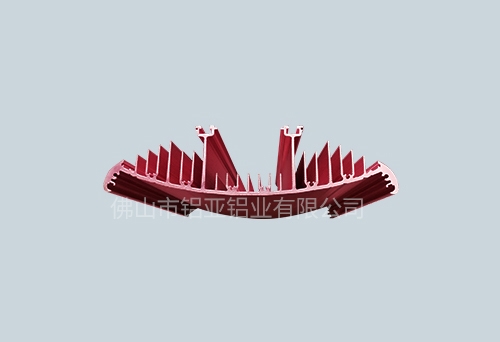
将大悬臂的散热器型材模具设计成假分流模的结构,不仅有效地减少了由于模具承受较大的正面压力所导致的模孔危险断面的断裂,极大地延长了模具的使用寿命,而且,长春铝型材这种带有分流桥的结构,还有效地减小了模孔底部较大壁厚处的流速,确保了挤压型材流速的均衡平稳、同时,这种结构的挤压模具设计方案,为壁厚相差悬殊的实心型材模具的设计开辟了新的思路和途径。 散热器型材的挤压技术除与上面因素有关外,还与挤压机的能力和水平、铝型材厂家后部设备的自动化程度、工人的操作技巧等有关,不同的散热型材断面应根据其特点采取相应的措施,不能一概而论。
铝型材散热器安装好后,管道上的阀门是不可以随便开关的,铝型材散热器尤其是供暖系统首次运动的时候,长春铝型材一般都会经过调试。暖气片供热管道调试完后,阀门是不可以随意开关的,那样做很容易导致暖气片水流不畅通,或漏水等现象。另外在散热器供暖起降,要保持一定的散热空间,铝型材厂家不可以在暖气片周围放太多的杂物,如若不然很容易影响到铝型材散热器的散热效果,而且如果温度过高还会引发火灾等造成不必要的损失。
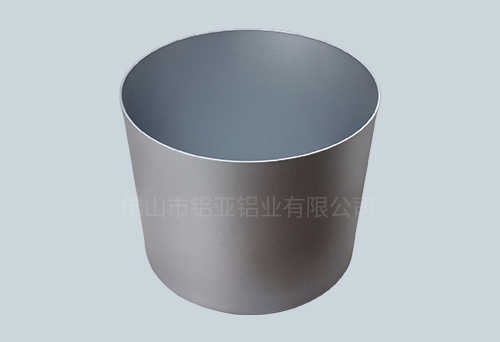
阳极氧化膜厚不够。解决的办法是检查阳极氧化工艺是否规范,看温度,电压,导电等因素是否稳定,若有异常,请相应调整规范之,若无异常,长春铝型材厂家可适当延长氧化时间,保证膜厚达标。染液pH值太高,此时,可用冰醋酸将pH值调至规范值。氧化后工件在水槽中放置时间太久。提倡及时染色,如果这种情况已经发生,可将工件放在阳极氧化槽中或硝酸中和槽中适当活化处理后再进行染色,效果会很好。选用染料不当。铝型材厂家需选用合适染料。染料已分解或霉变,此时需更换染料。氧化温度过低,导致皮膜致密。可适当提高氧化温度。导电不良。可能阳极铜杆或阴极铅板接触不良所示批量导电不良。注意清洗阳极铜杆及阴极铅板,保证接触良好。
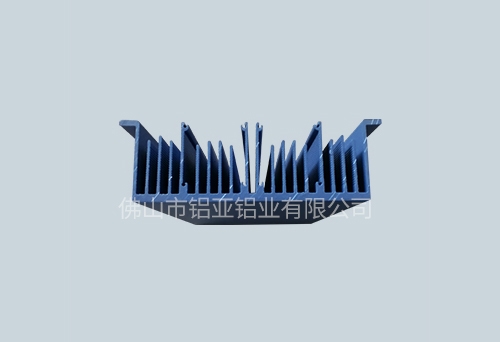
散热器铝型材模具方面工作带硬度不够或未氮化或工作带粗糙不光滑而粘铝,模具工作带设计过长增加了摩擦阻力,长春铝型材铝挤压模具加热保温时间过长而导致工作带表面退火,模具连续挤压使用时间过长原本平行的工作带呈喇叭口,使颗粒挤出工作带后粘附型材表面。铝型材厂家经常带铝挤压致使工作带无法修正保养。模具工作带粘的铝金属颗粒越多,铝材表面粗糙,麻面就越严重。挤压速度过快增加了金属的流动速度导致热变形增高及模具死区增大,依附在型材表面的死区杂质变多。

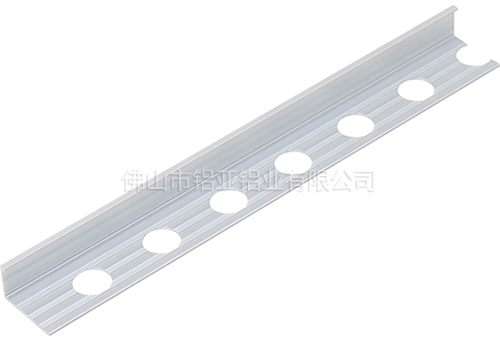
镜框铝型材加工中静电粉末涂装法是使用高压电场的感应效应,使粉末涂料和被涂物受到感应而分别带上彼此相反电荷,长春铝型材从而把带电荷的粉末涂料吸附到带相反电荷的被涂物上面,然后粉末涂料经过熔融流平、铝型材厂家烘烤固化得到涂膜的涂装方法。因未经表面处理的铝合金挤压型材外观单一,并在潮湿的大气中容易腐蚀,所以镜框铝型材挤压加工出来的穿衣镜铝材一般都要进行表面处理,而粉末喷涂就是现阶段穿衣镜铝材发展的一个主要趋势。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









