
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号
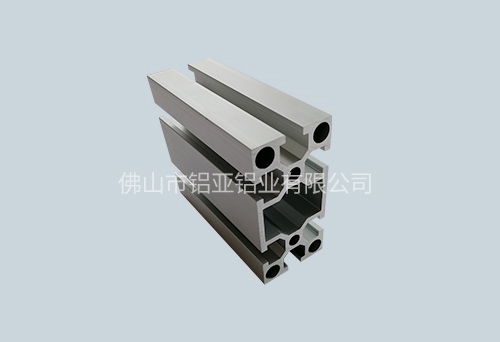
铝型材流水线输送带根据输送方式可以分为皮带式、板链线、倍速链、插件线、网带线、悬挂线及滚筒流水线这七大类。清远工业散热器铝型材每类流水线输送带皆有各自的特点和适用的范围。其中皮带式流水线输送带是工厂中常见的,也是比较简单的。承载的产品比较轻,形状限制少;和生产线同步运行,可以实现产品的爬坡转向;以皮带作为载体和输送,工业散热器铝型材加工可以实现产品的平稳输送,噪音小;可以实现轻型物料或产品较长距离的输送。使用范围:一般用在轻工,电子,食品,化工,木业,机械等行业。
镜框铝型材加工中静电粉末涂装法是使用高压电场的感应效应,使粉末涂料和被涂物受到感应而分别带上彼此相反电荷,清远工业散热器铝型材从而把带电荷的粉末涂料吸附到带相反电荷的被涂物上面,然后粉末涂料经过熔融流平、工业散热器铝型材加工烘烤固化得到涂膜的涂装方法。因未经表面处理的铝合金挤压型材外观单一,并在潮湿的大气中容易腐蚀,所以镜框铝型材挤压加工出来的穿衣镜铝材一般都要进行表面处理,而粉末喷涂就是现阶段穿衣镜铝材发展的一个主要趋势。
散热器铝型材模具方面工作带硬度不够或未氮化或工作带粗糙不光滑而粘铝,模具工作带设计过长增加了摩擦阻力,清远工业散热器铝型材铝挤压模具加热保温时间过长而导致工作带表面退火,模具连续挤压使用时间过长原本平行的工作带呈喇叭口,使颗粒挤出工作带后粘附型材表面。工业散热器铝型材加工经常带铝挤压致使工作带无法修正保养。模具工作带粘的铝金属颗粒越多,铝材表面粗糙,麻面就越严重。挤压速度过快增加了金属的流动速度导致热变形增高及模具死区增大,依附在型材表面的死区杂质变多。
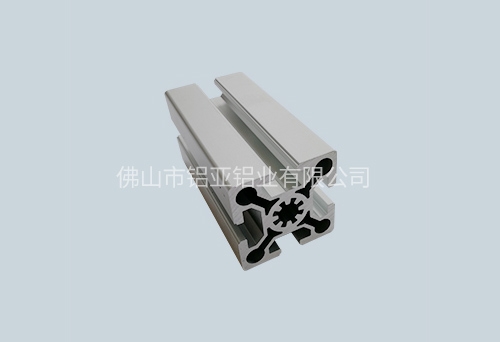
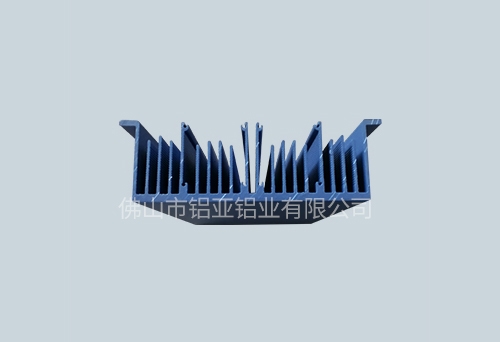
半挤压散热器铝型材,半嵌入式:由于半挤压散热器铝型材的工艺限制,板材的间距不能太窄,并且通过插入和压制在两个板材之间插入铝板按。紧紧固定。因为插入了一半的翅片,清远工业散热器铝型材并且铝板没有与底板一体化,所以插入部分的传热效率不如一个好。耐热性大于纯挤压铝的耐热性。这种散热器可以通过铝型材散热器的挤压过程减小型材的横截面尺寸,并且挤压的铝型材不能加工散热器产品。挤压散热器铝型材:翅片和基板是一体的。没有拼接,散热器内部的热传导均匀,导热率高。翅片拼接散热器铝型材:首先制作翅片,工业散热器铝型材加工将翅片堆叠在一起,通过压力处理按压它们,并将各个部分紧密地结合在一起。该过程可用作任何宽度和高度的散热器。
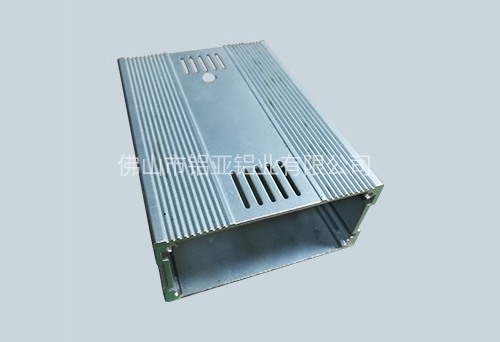
散热器铝型材加工是目前铝型材加工中相对难度高的细分行业。一方面散热器有散热效果要求,清远工业散热器铝型材另一方面散热的加工难度高。工欲善其事必先利其器,首先铝型材散热器的模具设计要合理,模具的材质按国标要求及硬度HRC49-50度; 铝型材散热器的原材料要精选国标材质,非标材质含杂质多,工业散热器铝型材加工极易导致模具堵塞,甚至模具报废;经验丰富的开机人员,前面两个条件满足了还不行,一定还有配备经验丰富的开机人员,铝型材散热器挤压要求挤压速度比较慢,压力控制做180-200pa,挤压速度快了,容易废模。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









