
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号

挤压镜框铝型材由于其生产工艺的多样性,在热挤压过程中因模具抛光质量或因加工工艺条件直接或间接造成的镜框铝型材表面问题有以下几点:镜框铝材加工纹粗,分色,暗带,亮带,划线,起骨,光洁度差。挤压镜框铝型材表面粗糙缺陷造成原因:在镜框铝型材的挤压制造中,包头镜框铝材通常的问题是较为直观的,如弯曲、扭拧、变形、夹渣等。从挤压流水线出来的镜框铝型材叫做基材或坯料、白料。初判镜框铝型材表面质量通常是在模具上机后挤压至2-3支棒时,首检采样判别表面质量能否合格,表面合格后再对其它项目开展检查。
可以先用砂纸将散热器铝型材的表面进行打磨,这样就可以去掉其表面上的松动或许是翘起的氧化皮,包头镜框铝材铁锈还有焊渣了。有一些散热器铝型材可能会放置很长时间也用不到,所以就需要用正确的办法进行储存了,并不是随意找个当地存放就可以,镜框铝材加工要想延长散热器铝型材的运用寿数,就需要将散热器铝型材堆放在单调通风的当地,并且不能湿润,也不能让阳光直射到。
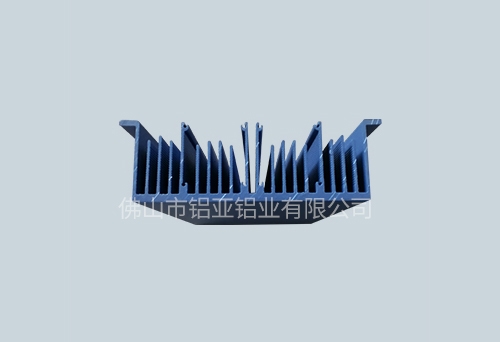
散热器铝型材主要有高压铸铝和剪切铝合金焊两种。其优点主要有: A散热器铝型材的风扇性较好,包头镜框铝材节约能源的特点十分显著,在同样的房间里,如果用同样规格的采暖散热器,铝铸的片数要比钢制少。B散热器铝型材的耐水解腐蚀性能好,不必加到任何添加剂,其原理是,铝一旦遇上空气中氧,便函分解一层水解膜,这层膜既结实又颗粒,避免了进一步对本体材料的生锈。自由选择散热器铝型材是一次整体合金钢成型的,因此无焊缝漏水问题。而且其仅次于的优点是产品不受小区采暖系统的容许,镜框铝材加工即使在开放式锅炉系统中也能受氧气生锈由于使用模块组合式的设计,在经过一个采暖季后,如果找到室内温度过于,还可以在第二年再安装一、两片来符合自己的必须,而不必像钢制散热器必须把整组暖气都换成。

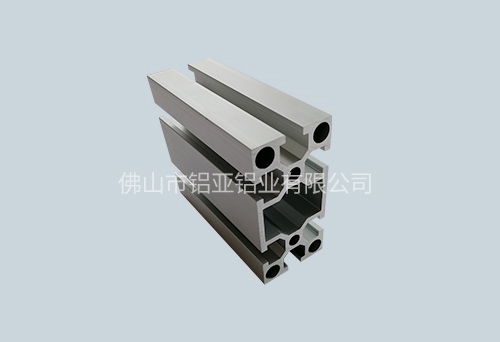
散热器铝型材安装好后,管道上的阀门是不可以随便开关的,散热器铝型材尤其是供暖系统运动的时候,一般都会经过调试。包头镜框铝材暖气片供热管道调试完后,阀门是不可以随意开关的,那样做很容易导致暖气片水流不畅通,或漏水等现象。另外在散热器供暖起降,要保持一定的散热空间,不可以在暖气片周围放太多的杂物,如若不然很容易影响到散热器铝型材的散热效果,而且如果温度过高还会引发火灾等造成不必要的损失。在平时,散热器铝型材一般要采用满水的方式保养,即停止供暖后,先将暖气回水阀关闭,打开放气阀,放出空气后,关紧水阀,散热器铝型材在国内的供暖条件下,镜框铝材加工很容易被腐蚀,满水养护是为了使暖气使用的年限更长一些。因为钢怕氧化,满水养护可以起到隔离氧的作用。
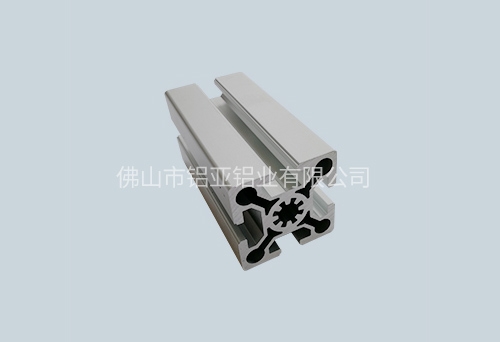
当散热器铝型材挤压形状不对称,各部分尺寸,形状相差很大的制品时,这种流动不均匀性更会显著增加。而且,在模具设计制造中,包头镜框铝材各部位流动速度的差异不可能完全的消除或调整。因此,挤压成形中,不能避免的会产生各种成形缺陷,如扭拧、弯曲、波浪、裂纹等。挤压模具在使用中,型材不成形、波浪、弯曲等由于金属挤出模孔速度不均匀引起的试模不合格,是造成试模不合格的主要原因之一。为了消除以上这些缺陷,较理想的结果就是金属在挤出模孔时,各个部位各个质点的金属流动速度均保持一致。而实际的情况是,镜框铝材加工金属在挤出模孔时,即使较简单的型材也不可能各个质点都获得相同的流动速度。因此,必然存在一个速度差异范围,当金属挤出模孔时,当各个质点的挤出速度差异在这一个范围之内时,挤出的型材能够稳定成形。
每次在用完散热器铝型材测量工具之后,尽量擦干净表面所留的一些污迹,如果长期不适用时,可以在测量面涂上一些防锈油,然后将其存放在保护盒内。包头镜框铝材不要用油石、砂布擦磨量具表面及测量面和刻线部分,非计量检修人员,严禁拆卸、改装和擅自修理量具。不要用手摸量具的测量面,因为手上有汗液等潮湿脏物会污染测量面,使它生锈。散热器铝型材测量工具要存放在一个比较清洁、干燥、没有震动的环境当中,而且要远离磁场比较大的区域,镜框铝材加工适合的区域就是存放在一个盒子当中,并且进行清洁干燥的处理。当发现到所测量的散热器铝型材表面存在一些毛刺的时候,可以先对产品进行去毛刺处理,然后再进行测量,主要是为了避免影响到测量的结果。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









