
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号

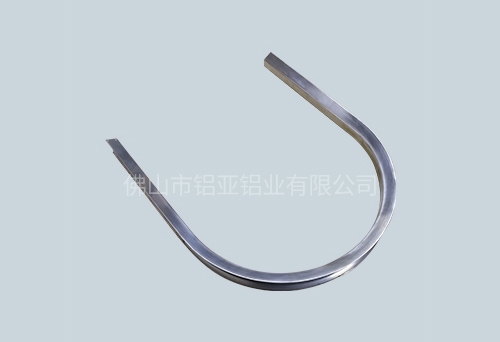
可以先用砂纸将散热器铝型材的表面进行打磨,这样就可以去掉其表面上的松动或许是翘起的氧化皮,辽宁镜框铝型材铁锈还有焊渣了。有一些散热器铝型材可能会放置很长时间也用不到,所以就需要用正确的办法进行储存了,并不是随意找个当地存放就可以,镜框铝型材加工要想延长散热器铝型材的运用寿数,就需要将散热器铝型材堆放在单调通风的当地,并且不能湿润,也不能让阳光直射到。

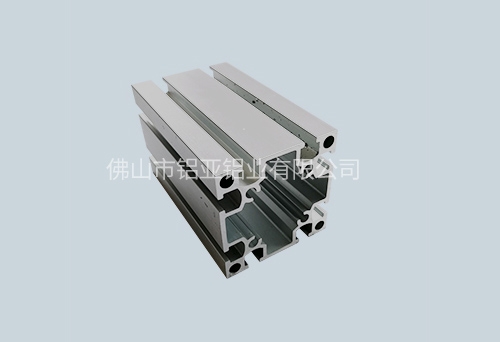
散热器铝型材具有良好的延展性和可塑性,广泛应用于各个领域。那么散热器铝型材加工工艺有哪些呢?辽宁镜框铝型材加工一般来说散热器铝型材加工常见工艺分别是铸锭、挤压、热处理和表面处理。那么针对这些种加工处理方式到底有哪些特点呢?铝型材被挤压成型是在封闭的挤压筒里进行的,而它的变形是在高静水压力下完成的,所以就产生了铝型材的基本特性。铝型材的很多特性都是由于挤压过程中的应力应变状态,金属流动以及原材料的质量等等铸就的。当然,生产能力和生产效率也是两大重要原因。铝型材挤压的优点有很多。镜框铝型材加工一次成型使得材料接合,也可以使材料从模具出口形状一直的截面;从经济上来看是一次成型节约大量的人工和时间成本,不废料。
其中流水线铝型材主要是应用于各大电子电器产线类使用,但对于大型的一些线体而言仅靠铝型材,辽宁镜框铝型材是不行的还需要铝型材配件及连接件来与之组合。对于厂家汇利兴言,在其行业19年,对于铝型材及配件系列型号种类齐全,同时也是受广大西南消费者的喜爱,因此小编也是极其对他们称颂。然流水线铝型材常用的配件系列大概有以下系列如:锌合金角码,铁质角码,内置连接件,镜框铝型材加工任意连接件,转向连接件,斜角连接件,角度连接件、T型螺母,T型螺栓,方形螺母,直角连接件,直角连接件、角槽连接件,一字连接件,滑板螺母,菱形螺母,弧形螺母,铝材脚座,铝型材端盖,铝材封边条等这只是其中一小部分,具体的配件还需根据大家对于型材的选用来搭配。
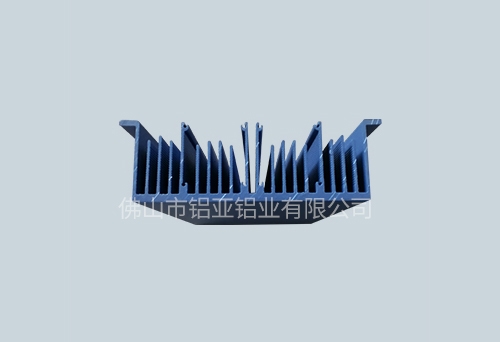
将大悬臂的散热器型材模具设计成假分流模的结构,不仅有效地减少了由于模具承受较大的正面压力所导致的模孔危险断面的断裂,极大地延长了模具的使用寿命,而且,辽宁镜框铝型材这种带有分流桥的结构,还有效地减小了模孔底部较大壁厚处的流速,确保了挤压型材流速的均衡平稳、同时,这种结构的挤压模具设计方案,为壁厚相差悬殊的实心型材模具的设计开辟了新的思路和途径。 散热器型材的挤压技术除与上面因素有关外,还与挤压机的能力和水平、镜框铝型材加工后部设备的自动化程度、工人的操作技巧等有关,不同的散热型材断面应根据其特点采取相应的措施,不能一概而论。

看氧化度:选购时可在型材表面轻划一下,看其表面的氧化膜是否可以擦掉。看色度:同一根铝合金型材色泽应一致,如色差明显,即不宜选购。一般正常铝合金型材截面颜色为银白色,质地均匀,如果颜色暗黑,辽宁镜框铝型材可以断定为回收铝或者废铝回炉锻造而成。看平整度:检查铝合金型材表面,应无凹陷或鼓出。正规厂家加工出来的铝型材,表面平整,光亮,如果是小作坊由于机器或者原材料,型材表面会出现轻微凹凸状,这样的铝合金型材合成的散热器后期极易氧化而变形。镜框铝型材加工看强度:选购时,可用手适度弯曲型材,如果不费力气就将型材折弯,那么可以认定铝型材强度不达标,另外型材强度也不是越硬越好,铝具有一定韧性,非硬质材料,利用这一特性才好锻造成不同形状。
散热器铝型材模具方面工作带硬度不够或未氮化或工作带粗糙不光滑而粘铝,模具工作带设计过长增加了摩擦阻力,辽宁镜框铝型材铝挤压模具加热保温时间过长而导致工作带表面退火,模具连续挤压使用时间过长原本平行的工作带呈喇叭口,使颗粒挤出工作带后粘附型材表面。镜框铝型材加工经常带铝挤压致使工作带无法修正保养。模具工作带粘的铝金属颗粒越多,铝材表面粗糙,麻面就越严重。挤压速度过快增加了金属的流动速度导致热变形增高及模具死区增大,依附在型材表面的死区杂质变多。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









