
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号

流水线铝型材最开始的时候是用在流水线设备上的,作为设备的框架部分。现在已经发展到各类自动化设备、外框、工作台、检测设备、工业围栏、无尘棚等。铝型材比钢管轻,广西散热器铝型材加工比重是钢的三分之一,硬度中等,在承重要求不是太高的情况下都可以正常使用。铝型材框架安装方便,根据尺寸切割直接用直角连接件连接,表面美观,无需烤漆。而钢管切割后还需要焊接,焊接完还要打磨,之后再烤漆,工序繁琐,增加成本。铝型材设备框架的公差非常小,批发散热器铝型材加工对设备几乎没有什么影响。而钢材在电焊接后经过高温直线度变形,会影响机械设备的正常运行。铝型材在安装调试过程中尺寸高底可以自由变动,而钢管焊接后基本是更改不了的。铝型材的抗氧化性能好,不会出现生透腐蚀的情况,而钢管会生透,影响设备的美观度和使用效果。
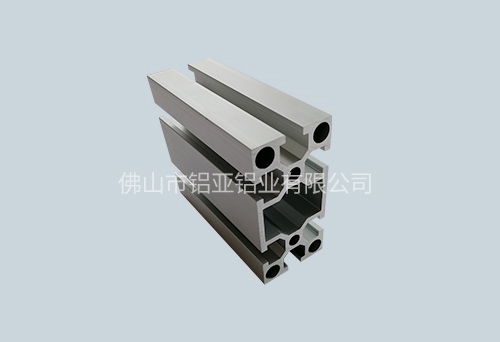
连续性:流水线工作台的生产过程是按照相应的节拍连续重复进行的,其运作有很强的节奏性,效率高。广西散热器铝型材中间一般不允许间断,故而基本不允许制品过长的等待时间和设备的加工间歇时间。因此流水线因各类干扰因素而停产的时间量,通常被用来作为衡量流水线或生产作业的生产综合评价指数。平衡性:散热器铝型材加工流水线工作台上各工序的生产能力是平衡的、成比例的,生产所需的物料配送需要按节拍准时、准量、合格的配送到位。单纯单向性:流水线工作台上只生产一种或少数几种工艺结构相似的系列产品,并且物料只向一个方向移动。

散热器铝型材加工是目前铝型材加工中相对难度高的细分行业。一方面散热器有散热效果要求,广西散热器铝型材另一方面散热的加工难度高。工欲善其事必先利其器,首先铝型材散热器的模具设计要合理,模具的材质按国标要求及硬度HRC49-50度; 铝型材散热器的原材料要精选国标材质,非标材质含杂质多,散热器铝型材加工极易导致模具堵塞,甚至模具报废;经验丰富的开机人员,前面两个条件满足了还不行,一定还有配备经验丰富的开机人员,铝型材散热器挤压要求挤压速度比较慢,压力控制做180-200pa,挤压速度快了,容易废模。

其中流水线铝型材主要是应用于各大电子电器产线类使用,但对于大型的一些线体而言仅靠铝型材,广西散热器铝型材是不行的还需要铝型材配件及连接件来与之组合。对于厂家汇利兴言,在其行业19年,对于铝型材及配件系列型号种类齐全,同时也是受广大西南消费者的喜爱,因此小编也是极其对他们称颂。然流水线铝型材常用的配件系列大概有以下系列如:锌合金角码,铁质角码,内置连接件,散热器铝型材加工任意连接件,转向连接件,斜角连接件,角度连接件、T型螺母,T型螺栓,方形螺母,直角连接件,直角连接件、角槽连接件,一字连接件,滑板螺母,菱形螺母,弧形螺母,铝材脚座,铝型材端盖,铝材封边条等这只是其中一小部分,具体的配件还需根据大家对于型材的选用来搭配。
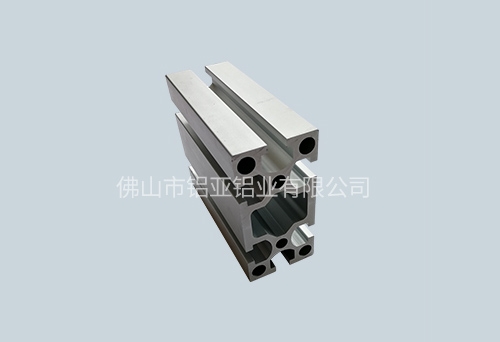
配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、广西散热器铝型材除渣精炼手段将熔体内的杂渣、气体有效除去。铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。挤压:散热器铝型材加工挤压是型材成形的手段。先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。上色 (此处先主要讲氧化的过程)氧化:挤压好的铝合金型材,其表面耐蚀性不强,须通过阳极氧化进行表面处理以增加铝材的抗蚀性、耐磨性及外表的美观度。

将大悬臂的散热器型材模具设计成假分流模的结构,不仅有效地减少了由于模具承受较大的正面压力所导致的模孔危险断面的断裂,极大地延长了模具的使用寿命,而且,广西散热器铝型材这种带有分流桥的结构,还有效地减小了模孔底部较大壁厚处的流速,确保了挤压型材流速的均衡平稳、同时,这种结构的挤压模具设计方案,为壁厚相差悬殊的实心型材模具的设计开辟了新的思路和途径。 散热器型材的挤压技术除与上面因素有关外,还与挤压机的能力和水平、散热器铝型材加工后部设备的自动化程度、工人的操作技巧等有关,不同的散热型材断面应根据其特点采取相应的措施,不能一概而论。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









