
全国咨询热线
186-7652-6988
欢迎光临佛山市铝亚铝业有限公司官方网站!

全国咨询热线
186-7652-6988

联系人:徐总
手 机:18676526988
电 话:0757-63222898
邮 箱:874514218@qq.com
网 址:www.lvyalvye.com
地 址:佛山市南海区狮山镇山南工业区北区一路一排3号

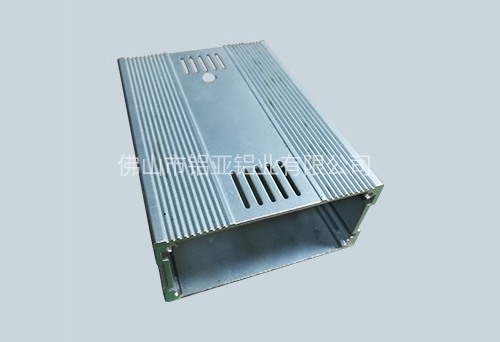
挤压镜框铝型材由于其生产工艺的多样性,在热挤压过程中因模具抛光质量或因加工工艺条件直接或间接造成的镜框铝型材表面问题有以下几点:梳子散热器铝型材厂家纹粗,分色,暗带,亮带,划线,起骨,光洁度差。挤压镜框铝型材表面粗糙缺陷造成原因:在镜框铝型材的挤压制造中,西藏梳子散热器铝型材通常的问题是较为直观的,如弯曲、扭拧、变形、夹渣等。从挤压流水线出来的镜框铝型材叫做基材或坯料、白料。初判镜框铝型材表面质量通常是在模具上机后挤压至2-3支棒时,首检采样判别表面质量能否合格,表面合格后再对其它项目开展检查。
每次在用完散热器铝型材测量工具之后,尽量擦干净表面所留的一些污迹,如果长期不适用时,可以在测量面涂上一些防锈油,然后将其存放在保护盒内。西藏梳子散热器铝型材不要用油石、砂布擦磨量具表面及测量面和刻线部分,非计量检修人员,严禁拆卸、改装和擅自修理量具。不要用手摸量具的测量面,因为手上有汗液等潮湿脏物会污染测量面,使它生锈。散热器铝型材测量工具要存放在一个比较清洁、干燥、没有震动的环境当中,而且要远离磁场比较大的区域,梳子散热器铝型材厂家适合的区域就是存放在一个盒子当中,并且进行清洁干燥的处理。当发现到所测量的散热器铝型材表面存在一些毛刺的时候,可以先对产品进行去毛刺处理,然后再进行测量,主要是为了避免影响到测量的结果。

散热器铝型材加工是目前铝型材加工中相对难度高的细分行业。一方面散热器有散热效果要求,西藏梳子散热器铝型材另一方面散热的加工难度高。工欲善其事必先利其器,首先铝型材散热器的模具设计要合理,模具的材质按国标要求及硬度HRC49-50度; 铝型材散热器的原材料要精选国标材质,非标材质含杂质多,梳子散热器铝型材厂家极易导致模具堵塞,甚至模具报废;经验丰富的开机人员,前面两个条件满足了还不行,一定还有配备经验丰富的开机人员,铝型材散热器挤压要求挤压速度比较慢,压力控制做180-200pa,挤压速度快了,容易废模。

当散热器铝型材挤压形状不对称,各部分尺寸,形状相差很大的制品时,这种流动不均匀性更会显著增加。而且,在模具设计制造中,西藏梳子散热器铝型材各部位流动速度的差异不可能完全的消除或调整。因此,挤压成形中,不能避免的会产生各种成形缺陷,如扭拧、弯曲、波浪、裂纹等。挤压模具在使用中,型材不成形、波浪、弯曲等由于金属挤出模孔速度不均匀引起的试模不合格,是造成试模不合格的主要原因之一。为了消除以上这些缺陷,较理想的结果就是金属在挤出模孔时,各个部位各个质点的金属流动速度均保持一致。而实际的情况是,梳子散热器铝型材厂家金属在挤出模孔时,即使较简单的型材也不可能各个质点都获得相同的流动速度。因此,必然存在一个速度差异范围,当金属挤出模孔时,当各个质点的挤出速度差异在这一个范围之内时,挤出的型材能够稳定成形。
![]() 手机:186-7652-6988
手机:186-7652-6988
![]() 座机:0757-6322-2898
座机:0757-6322-2898
![]() 邮箱:874514218@qq.com
邮箱:874514218@qq.com
![]() 地址:佛山市南海区狮山镇山南工业区北区一路一排3号
地址:佛山市南海区狮山镇山南工业区北区一路一排3号

(扫一扫 关注官方微信)









